It’s been almost two years since we moved to the mountains. The original instincts that lead us here have played out, and we have come to see the move was good for us. Our rookie first year had to do a lot with learning a different lifestyle and how to live in an environment so different from were we moved.
One of the things we enjoy here is the amount of crafts and craftwork that surrounds us. Pottery, photography, writing, woodworking, glassblowing, jewelry and metalwork are all available and there are many craft shows during the year. There is an amazing amount of good work around here. I found one good source because of our trash.
Where we live does not have trash pickup so I haul ours to the dump. There are several trash stations around us I can use but the one I use most is in Jackson County. The first few times I used this station I passed the Green Energy Park turnoff just before entering the trash station. I decided on one trip to go and see what it was about and was very impressed with the setup. They burn the trash they can, to create gas to run gas forges and kilns.
The first time there, I noticed the shop for blacksmithing and thought it something I would like to try. A few weeks ago an advertisement came out for an introductory class. The class would focus on making a couple of knives. I signed up for it.
This past weekend we had the class. I knew nothing beyond old western movies about blacksmithing but I was eager to try it. So, on Saturday I put on boots, cotton pants and shirt, and packed a lunch and headed off to the class. When I arrived a little before nine there were a couple of guys at the shop, and Chelsea, who works for the GEP. She was making sure the paperwork was done and everything was ready to go. She also supplied a lot of information about the park and about the class.

Materials and tools
Our instructor, Brock Martin, showed up and we were ready to start. He began by explaining the different grades of steel. They are separated by the carbon content they have and fall into 3 basic categories: low grade which contains up to 30% carbon, mid grade which contains from 30 to 60% carbon and high grade which contains 60% and above. Each grade has it use along with advantages and disadvantages. He also covered the heat range that can be achieved in the forge. The temperature can go up to 2500 degrees. However, different functions are achieved with the metal at different temperatures, so it is important to work the metal at the right temperature. The blacksmith can tell the temperature by the color of the metal. Some of the important work is done in the range of reds and oranges. Being slightly colorblind, I suspected I was in trouble. Oh well, I was going to “forge” ahead.
Brock showed us different types of steel, based on carbon content, and also different tools and weapons forged from them. Our first knife was to be made from a long metal rod that was about a-half of an inch in diameter. This rod is a low carbon steel. He took one of the rods and demonstrate the first few steps we would follow. After the demonstration I headed to the forge with gloves on and rod in hand.

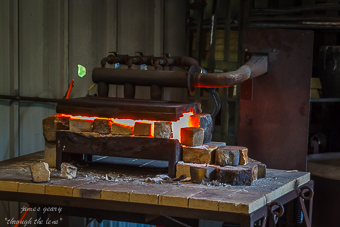
Low carbon rod in forge
The first step is to place the rod in the forge. There were six of us taking the class and three forges so we paired-up and started work. You can imagine the heat from the forge. But it was neat because they were gas-burning, using the energy from the waste products. When the metal was glowing I grabbed the end of the rod to move it out to the anvil to start shaping it.
The first step is to start to make the rod into a square. This is done by using a hammer and rotating ninety

Heating cycle
degree and hammering again. This rotation is back-and-forth as the anvil shapes the opposite side so there is no need to work all four sides with the hammer. As the metal cooled it was back to the fire. This was done several times as I tried to work the shape. The next step was to make a point on the end of the rod. I would work the rod by holding onto its end which did not get so hot I could not handle it with the gloves. There was however, a big tub of water next to the forge if the metal needed cooling.
After the point was on the rod, the next step was to create a notch about four inches from the end of the blade.

Blade almost forged
This was accomplished by placing the metal on the edge of the anvil and striking it with the hammer. The notch was the transition point between the handle and the blade. My notch ended up being about three inches and I though the blade would be pretty short but I ended up with a five inch blade. The next steps involved shaping the blade. This is done with alternating heat and hammering. The hammering “draws” the blade out as it become thinner.

Drawing the blade
It sounds easy but it is not. Hammer force on one part of the blade can cause another part to curve or curl, so there is constant realignment and adjustment. Also, working the point is tricky. As the metal gets thinner it will reach a higher heat before the thicker spine. This is true for the edge also. I learned that one way to deal with this is how the blade is placed in the forge. Another way to deal with it is by sticking the thinner part in water to cool it off.
In another demonstration, Brock talked about options for the handle. One that he showed is to heat the handle, place the blade in a vise, and using some type of leveraging grip, twist the metal. It was very cool to watch the handle twist into a spiral. He then showed us how to clamp the handle in the vise and use a file to shape the edge. I chose not to twist my handle but to flatten it instead. I am going to see if I can lay wood over the metal.

Not looking so good I think
At this point I decided to stop with this blade. My logic was that I could always do the filing and finishing at home if I needed to do so. Truthfully though, I was a little discouraged with the way it was looking. I was thinking it was beyond hope. I must admit that Brock was encouraging during the whole session. He always found something positive to say.
I decide to start on my next blade.

Raw Material
For blade number two I could choose between a rusty railroad spike or a nice clean flat piece of higher carbon steel. I was feeling drawn to the clean, flat, smoothness of the higher carbon, but ask which would be easiest to work. Brock said the spike would be a little easier plus part of the class was to learn to “pull” the metal into shape. I chose the spike which also has a little higher carbon rating than the rod I had used first.

Starting the new blade
Since the spike is shorter than the rod was I had to start using tongs to handle the hot material. There are many types of tongs and they vary in length, jaw configuration, and design for grasping. The tongs add another dimension to the work and I must admit that I dropped my spike more than once. This made the task a bit more difficult.
Notice that the spike is already squared and it has a tip on it. The first step was to heat it and then make a notch about four inches from the tip. This will mark the transition from the blade to the handle. I started heating and shaping the blade. I focused a lot on pulling the metal out to make a good blade. I continued the cycle until the end of the first day of class.
I left both blades, packed up and headed for home. I was a bit tired.

Gentle morning rain
A gentle rain fell all Saturday night and most of Sunday. Arriving back to the shop I could tell it was going to be cooler which was fine with me. I will admit that I like rainy days. I love the way the earth responds both during the rainfall and after it.
 We started the morning with Brock sharing more information about working with metal. He explained a couple of different ways to “temper” the blade and also the difference between “temper and hardness.” We started back to work where we had left off the previous day. I had pulled the metal out quite a bit and was getting a point and edge. But I was running into a few problems. First I had made my point to thin and had probably over-fired it. This had made it brittle and fragile. Secondly, due to the way I had been hammering the blade, it had curved upwards. My third problem was I had created a couple of small stress cracks where the blade and handle joined. My instructions at this point were to focus on my handle first and then to work on the blade. For this handle I wanted to flatten it a bit and then I was going to wrap it with rawhide. So I began to work on the handle. This started the cycle of heat and hammer.
We started the morning with Brock sharing more information about working with metal. He explained a couple of different ways to “temper” the blade and also the difference between “temper and hardness.” We started back to work where we had left off the previous day. I had pulled the metal out quite a bit and was getting a point and edge. But I was running into a few problems. First I had made my point to thin and had probably over-fired it. This had made it brittle and fragile. Secondly, due to the way I had been hammering the blade, it had curved upwards. My third problem was I had created a couple of small stress cracks where the blade and handle joined. My instructions at this point were to focus on my handle first and then to work on the blade. For this handle I wanted to flatten it a bit and then I was going to wrap it with rawhide. So I began to work on the handle. This started the cycle of heat and hammer.
I reduced the size of the handle a bit with it tapering from the knob on the end, to the transition notch. With help, I was able to change the blade direction so it curved down. As for the tip, the decision was to reshape it by cutting a small section off with the chop saw. It was to far gone to save.
I learned that most of what I saw as a problem or defect had a working solution. Following instructions, all the problems were resolved. Another thing we did before the forge work was finished was to increase the notch and define it more. The purpose of the indent is for more than transition, it also allows the index finger a spot to rest so it does not slide onto the cutting edge. The indent is increased by heating the metal and placing the round side of a ball-peen hammer on the notch and striking it with another hammer. This is a two person job.

Sharping with a file
From here I went to filing. First, I flatten the spine so it was more square to the edge of the knife and had no bumps. Then, I worked on smoothing the edges on the handle and making the notch smooth. I liked doing this step. I was a little away from the heat, plus I find it relaxing. After the handle and notch I started on the blade edge. This involve smooth steady strokes in one direction. A couple of files were used for this step, a course for removing more bulk and a finer one from more smoothness. I was able to get a good edge with the file so the next step was to sharpen it more on a belt sander. But first we needed to deal with the stress cracks. After filing they appeared to be not to bad, but Brock suggested that it have a little spot weld just to make sure. When that was done I headed to the sander.

Sanding
I liked doing the sander. It is a matter of holding the blade flat and working the edge part of the blade. There is a rhythm of right to left hand, over and over. The sanding also removed some of the “pits” or rough, dark spots left on the blade. At first I did not like the “pits’ but after awhile they grew on me. They reminded me that the knife was not made in a factory on an assembly line. They reminded me of the work I did and the heat rearranging the molecules to expand and the cooling pulling them back together. I imagined what it must have been like to live in a world where all your metal work was done by the local blacksmith. I am glad there are places where the light of the past still shines through. I am glad I was getting a chance to experience a little of it even though we used power tools a little.
When the sanding was finished it was time to “temper” the blade. The process we used was to heat the blade to a certain temperature and let it air cool a couple of times. This was followed with heating it again and cooling it in water. I polished it on a grinder with a polishing wheel and it was done for now.

Blade two finished

Two knives
Since I had time left I started back on my first blade. The forge work was done so I started the process with filing. After the filing and sanding we tempered the blade and this time at the end of the cycle, the blade was cooled in vegetable oil. This gave it a different color.
I had to rely on Brock to temper both blades for me. The metal needed to be in the forge until it reached the heat of “red” which I could not see.
Finished for now, I was happy I had taken the class. I still have a little work until I feel they are finished the way I want, but hope it will be done soon.
Brock Martin does a lot of work with creating Viking weapons. He has a shop in Hickory NC called WarFire Forge and can be found online and on Facebook.
What a cool experience Jim. Thanks for sharing.
Thanks, it was pretty neat.